


ස්වයංක්රීය 30-50L විශාල බැරල් බෙර භාජන කැන්බොඩි නිෂ්පාදන මාර්ගය








ස්වයංක්රීය 30-50L විශාල බැරල් බෙර භාජන කැන්බොඩි නිෂ්පාදන මාර්ගය
ස්වයංක්රීය වටකුරු කෑන් නිෂ්පාදන මාර්ගය
30-50L විශාල බැරලයක ස්වයංක්රීය නිෂ්පාදනය සඳහා සුදුසු වේ.,
ලෝහ තහඩු තුන:කෑන් බොඩි, කෑන් කවරය සහ කෑන් පතුලේ.කෑන් එකසිලින්ඩරාකාරහැඩය.
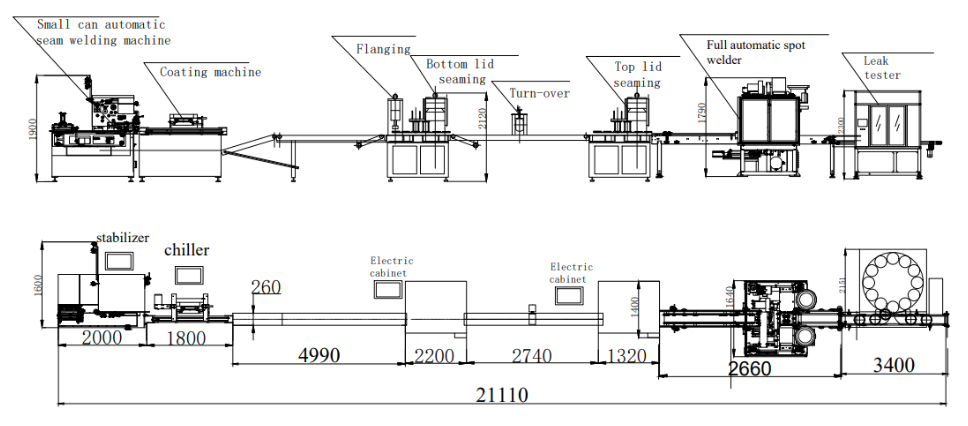
තාක්ෂණික ප්රවාහය:
ටින් තහඩුව හිස් වටකුරු හැඩයට කැපීම (ස්ලිටින්)-වෙල්ඩින්- පිටතආලේපනය-ෆ්ලැන්ජින් කිරීම-පහළ පියනපෝෂණය කිරීම-මැහුම් කිරීම-හැරවීමඕවර්-ටීවිවෘත පියනපෝෂණය කිරීම-මැහුම් කිරීම-+කන් ලොගයවෙල්ඩින්-කාන්දු පරීක්ෂණ-ඇසුරුම්කරණය
බැරල් සෑදීමේ නිෂ්පාදන මාර්ගය ලබා ගත හැකිය,සවිස්තරාත්මක තොරතුරු ලබා ගැනීමට මෙතන ක්ලික් කරන්න.
මෙම බැරල් නිෂ්පාදන මාර්ගය ක්රියාත්මක කරන්නේ කෙසේද?
මුලින්ම කැපූ කෑන් බඳ ද්රව්ය ස්වයංක්රීය ප්රතිරෝධක වෙල්ඩින් යන්ත්රයේ පෝෂණ මේසයට දමන්න, රික්ත චූෂණ යන්ත්ර මගින් උරා බොන්න, ටින් හිස් තැන් එකින් එක පෝෂණ රෝලරයට යවන්න. පෝෂක රෝලරය හරහා, තනි ටින් හිස් එක වටකුරු රෝලරයට පෝෂණය කර වටකුරු ක්රියාවලිය සිදු කරයි, පසුව එය වටකුරු සෑදීමේ යාන්ත්රණයට පෝෂණය කර වටකුරු කිරීම සිදු කෙරේ. ශරීරය ප්රතිරෝධක වෙල්ඩින් යන්ත්රයට පෝෂණය කර නිවැරදි ස්ථානගත කිරීමෙන් පසු වෑල්ඩින් කරන්න.
වෑල්ඩින් කිරීමෙන් පසු, කෑන් ශරීරය ස්වයංක්රීයව ආලේපන යන්ත්රයේ භ්රමණ චුම්භක සම්ප්රේෂකයට පෝෂණය වේ, එය පාරිභෝගිකයාගේ විවිධ අවශ්යතා මත රඳා පවතී. එය ප්රධාන වශයෙන් භාවිතා කරනුයේ පැති වෙල්ඩින් මැහුම් රේඛාව වාතයට නිරාවරණය වීම සහ මලකඩ ගැසීම වැළැක්වීම සඳහා ය. ඉන්පසු කෑන් ශරීරය සංයෝජන යන්ත්රයට පෝෂණය කරනු ලැබේ, එය කෙළින් වන වාහකය හරහා ගමන් කරමින් කෙළින් තත්වයක පවතී. කලම්ප මගින් ෆ්ලැන්ජින් ස්ථානයට යවනු ලැබේ. ෆ්ලැන්ජින් කාර්යය අවසන් වන්නේ ඉහළ සහ පහළ ෆ්ලැන්ජින් අච්චුව ගැටීමෙනි.
ඊට පසු, ෆ්ලැන්ජ් කළ කෑන් ශරීරය ස්වයංක්රීය පහළ පියන පෝෂකයට යවනු ලැබේ, පැමිණෙන කෑන් ශරීරය හඳුනා ගන්නා හඳුනාගැනීමේ සංවේදකය හරහා, පියන පෝෂකය ස්වයංක්රීයව පහළ පියන කෑන් ශරීරයේ ඉහළට පෝෂණය කරන අතර ඒ දෙකම මැහුම් කොටස යට ස්ථානයට යවනු ලැබේ, එසවුම් තැටිය කෑන් ශරීරය සහ පතුල මුද්රා තැබීම සඳහා මැහුම් යන්ත්ර හිසට යවයි.
එක් කෙළවරක මැහුම් කිරීමෙන් පසු. කෑන් බොඩි එක පෙරළීම සඳහා එය කෑන් බොඩි ටර්නර් වෙත යවනු ලැබේ, පසුව ස්වයංක්රීය ඉහළ පියන හඳුනාගැනීම සහ මැහුම් කිරීම නැවත සිදු කරයි. අවසාන වශයෙන්. එය ස්වයංක්රීය පැති වෙල්ඩින් මැහුම් සුචිගත කිරීම, කැම් වාහක සම්ප්රේෂණය, යාන්ත්රික තීන්ත කැඩීම, ස්වයංක්රීය කන් ලග් කම්පන තැටි වලින් ද සමන්විත වන අතර, කුඩා වටකුරු කෑන් මත නිවැරදි වෙල්ඩින් කාර්යය අවසන් කරයි.
අවසාන වශයෙන්, නිමි කෑන් එක ස්වයංක්රීය කාන්දු පරීක්ෂක ස්ථානයට වාහකය මගින් පෝෂණය කරනු ලැබේ. නිවැරදි වායු ප්රභව පරීක්ෂාවෙන් පසු, සුදුසුකම් නොලත් නිෂ්පාදන හඳුනාගෙන ස්ථාවර ප්රදේශයකට තල්ලු කරනු ලබන අතර, අවසාන ඇසුරුම් සඳහා සුදුසුකම් ලත් නිෂ්පාදන ඇසුරුම් වැඩ බංකුව වෙත පැමිණෙනු ඇත.
වටකුරු කෑන් ස්වයංක්රීය නිෂ්පාදන රේඛාවේ උපකරණ සංයුතිය

| පළමු කැපීම (අවම පළල) | 150 මි.මී. | දෙවන කැපීම (අවම පළල) | 60 මි.මී. |
| වේගය (කෑලි/මිනි) | 32 | පත්රයේ ඝණකම | 0.12-0.5 මි.මී |
| බලය | 22kw | වෝල්ටියතාවය | 220v/380v/440v |
| බර | කිලෝ ග්රෑම් 21000 | මානය (L*W*H) | 2520X1840X3980මි.මී |

| ආකෘතිය | සීටීපීසී-2 | වෝල්ටීයතාවය සහ සංඛ්යාතය | 380V 3L+1N+PE |
| නිෂ්පාදන වේගය | 5-60m/මිනිත්තුව | කුඩු පරිභෝජනය | 8-10මි.මී. සහ 10-20මි.මී. |
| වායු පරිභෝජනය | 0.6එම්පීඒ | ශරීර පරාසය | D50-200mm D80-400mm |
| වායු අවශ්යතාවය | 100-200L/මිනිත්තුව | විදුලි පරිභෝජනය | 2.8KW |
| යන්ත්ර මානය | 1080*720*1820මි.මී. | දළ බර | කිලෝ 300 |

| සංඛ්යාත පරාසය | 100-280Hz ට වැඩි | වෙල්ඩින් වේගය | 6-15m/මිනිත්තුව |
| නිෂ්පාදන හැකියාව | 15-35 කෑන්/මිනි | අදාළ කෑන් විෂ්කම්භය | Φ220-Φ350මි.මී |
| අදාළ කෑන් උස | 220-550 මි.මී. | අදාළ ද්රව්ය | ටින්ප්ලේට්, වානේ මත පදනම් වූ, ක්රෝම් තහඩුව |
| අදාළ ද්රව්ය ඝණකම | 0.2~0.6මි.මී | අදාළ තඹ වයර් විෂ්කම්භය | Φ1.7මි.මී. ,Φ1.5මි.මී. |
| සිසිලන ජලය | උෂ්ණත්වය: 12-20℃ පීඩනය:> 0.4Mpa ප්රවාහය: 40L/min | ||
| මුළු බලය | 125KVA | මානය | 2200*1520*1980මි.මී. |
| බර | 2500Kg | කුඩු | 380V±5% 50Hz |

ආලේපන යන්ත්රය
| උස පරාසය | 50-600 මි.මී. | කෑන් විෂ්කම්භය පරාසය | 52-400 මි.මී. |
| රෝලර් වේගය | 5-30m/මිනිත්තුව | ආලේපන වර්ගය | රෝලර් ආලේපනය |
| ලැකර් පළල | 8-15 මි.මී. 10-20 මි.මී. | ප්රධාන සැපයුම සහ ධාරා භාරය | 220V 0.5 KW |
| වායු පරිභෝජනය | 0.6Mpa 20L/මිනිත්තුව | යන්ත්ර මානය සහ ශුද්ධ බර | 2100*720*1520MM300kg |

| දාහක බලය | 1-2KW | දාහක රත් කිරීමේ වේගය | 4m-7m/මිනිත්තුව |
| සුදුසු කුඩා කෑන් විෂ්කම්භය | Φ45-Φ176මි.මී | සුදුසු විශාල කෑන් විෂ්කම්භය | Φ176-Φ350මි.මී |
| කෑන් උස | 45 මි.මී.-600 මි.මී. | සිසිලන ජලය | >0.4Mpa,12-20℃,40L/මිනි |
| වායු පරිභෝජනය | ≥50L/මිනි> 0.5Mpa | ||

ස්වයංක්රීය කෑන් බොඩි සංයෝජන යන්ත්රය
| නිෂ්පාදන ධාරිතාව | 25-30cpm | කෑන් ඩය පරාසය | 200-300 මි.මී. |
| කෑන් උස පරාසය | 170-460 මි.මී | ඝණකම | ≤0.4මි.මී. |
| මුළු බලය | 44.41KW | වායුමය පද්ධති පීඩනය | 0.3-0.5Mpa (එම්පීඒ) |
| බඳ කෙළින් කරන වාහක ප්රමාණය | 4260*340*1000මි.මී. | ඒකාබද්ධ යන්ත්ර ප්රමාණය | 3800*1770*3200මි.මී. |
| විදුලි කාබිනට් ප්රමාණය | 700*450*1700මි.මී. | බර | 9T |
නිෂ්පාදන රේඛාවේ සැකැස්ම
ටින් කෑන් වලින් කලා නිර්මාණ නිර්මාණය කිරීම

30-50L විශාල බැරලය ගලා යන ප්රස්ථාරය
චීනයේ ප්රමුඛ සැපයුම්කරුකෑලි 3 ටින් කෑන් සෑදීමේ යන්ත්රයසහAerosol කෑන් සෑදීමේ යන්ත්රය, Changtai Intelligent Equipment Co., Ltd යනු පළපුරුදු Can Making Machine කර්මාන්ත ශාලාවකි. වෙන් කිරීම, හැඩගැන්වීම, බෙල්ල දැමීම, ෆ්ලැන්ජින් කිරීම, පබළු දැමීම සහ මැහුම් කිරීම ඇතුළුව, අපගේ Can Making පද්ධති ඉහළ මට්ටමේ මොඩියුලරිටි සහ ක්රියාවලි හැකියාවෙන් සමන්විත වන අතර පුළුල් පරාසයක යෙදුම් සඳහා සුදුසු වේ. වේගවත්, සරල නැවත මෙවලම් සමඟ, ඒවා ඉහළ නිෂ්පාදන ගුණාත්මක භාවය සමඟ අතිශයින් ඉහළ ඵලදායිතාවයක් ඒකාබද්ධ කරන අතරම, ඉහළ ආරක්ෂිත මට්ටම් සහ ක්රියාකරුවන් සඳහා ඵලදායී ආරක්ෂාවක් ලබා දෙයි.
-

200-401 ටින් කෑන් වෙල්ඩින් යන්ත්රය 170ml-2.5L ටින් ...
-

211-700 කැන්බොඩි වෙල්ඩර් 247ml-8L ටින් කෑන් මැහුම් අපි...
-

30L-50L විශාල බැරල් රවුම් ලෝහ කෑන් තෙල් බැරලය...
-

30L-50L විශාල බැරල් රවුම් ලෝහ කෑන් තෙල් බැරලය...
-

5L-25L ආහාර කෑන් තෙල් කෑන් රවුම් කෑන් හතරැස් කෑන්...
-

ස්වයංක්රීය ද්විත්ව රවුම් පිහි කැපුම් යන්ත්රය